Hem Strategy
At NEXGEN, we build some of the finest HP solid carbide tooling in the market that can
handle the toughest of your applications. However, its essential to remember that the tool is
the last component in a series of events (and mechanisms) that could determine the fate of the
cutting tool.
Think about it this way:
- The CNC Program Instructs the Machine Tool
- Machine Tool does what the program told it to do
- Tool is just along for the ride and has no control where it is being sent!
So, proper programming strategy with our end mills is of utmost importance and can hold the key in maximizing our tool’s performance, increasing your cutting tool ROI, increasing machine utilization, and lower part scrap. Keeping it simple, we break it down by dividing your roughing processes up into two key programming methods: Contour Parallel Offset (Traditional) or High Efficiency Milling (HEM).
Contour Parallel Offset Milling
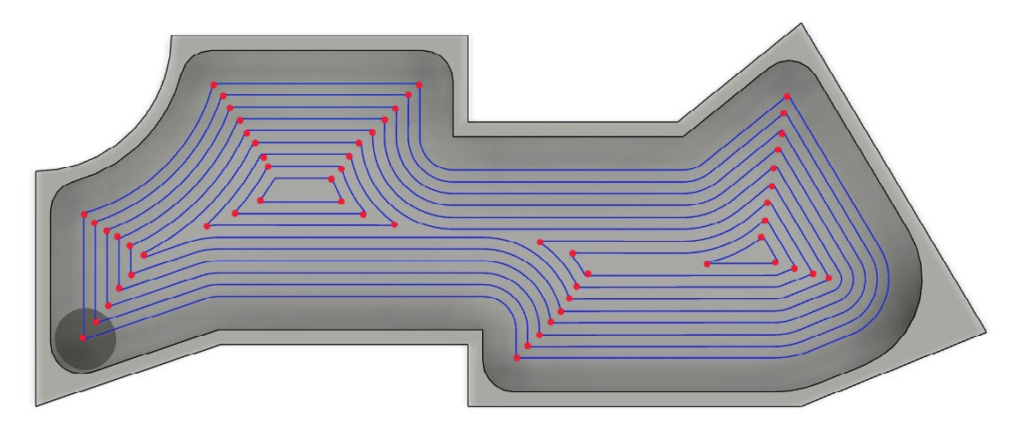
Example of a contour parallel offset tool
path widely used in the business. It’ll work,
but tool life expectancy is random and a bit
unpredictable. The red dots represent areas
where a tool will be overloaded, squawk or
could even break. Getting through each red
dot is basically a gamble and will make you run
conservative speeds- n-feeds to get through
the part and stripping you of efficiency.
High Efficiency Milling (HEM)
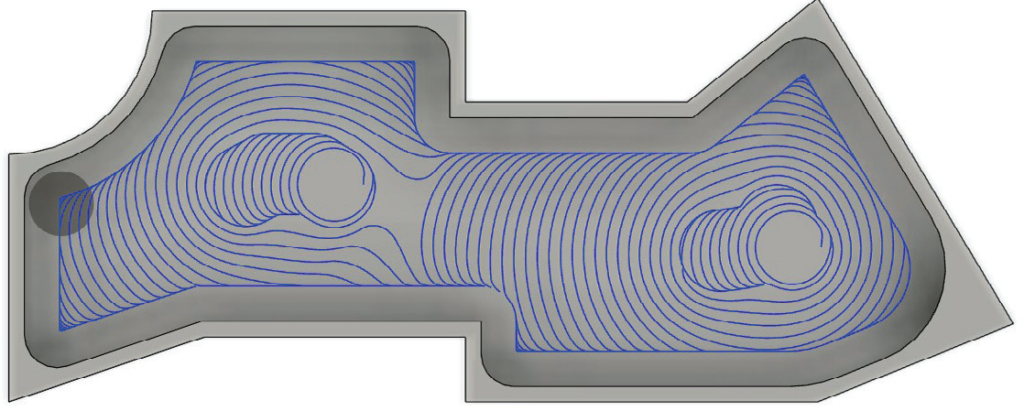
Example of high efficiency tool path (Adaptive
Clearing by Autodesk® Fusion 360TM) for
roughing out a part as efficiently as possible.
There are no sharp movements, no tool
overloading, corners are generated and not
slammed into. Your chances for success are
maximized by:
- Increased tool life
- Increased Metal Removal Rate (MRR)
- Increased part throughput
- Decreasing part scrap rates
- Decreased spindle loads
EXPLORE
Need help deciding?
Talk to our product experts!
