Depth of Cut Guidelines
Finishing
- Shoot for around 3%-to-5% of dia. RDOC, no matter how many flutes are on the tool.
- Quick Troubleshooting
- Are you experiencing poor surface finish?
- Check your RDOC, it may be too light of a cut (see #1 above)
- Lower your IPM, Increase your RPM
- Check your tool runout (at end/ corner of tool — with tool mounted in the holder, in the machine) shoot for .0005 TIR max.
- Are you experiencing poor surface finish?
- Tool Life Issues
- Spring passes allow for tool rubbing (lowers tool life) and material work hardening — avoid (or at least minimize of) if possible.
Ramping Angles
- NXG-2: 5-10°
- NXG-3: 5-10°
- NXG-4: 1-10°
- NXG-5: 1-8°
- NXG-6: 1-5°
- NXG-7: 1-3° (caution here)
Note: Lower angles will experience chip thinning and thus allow for higher feed adjustments.
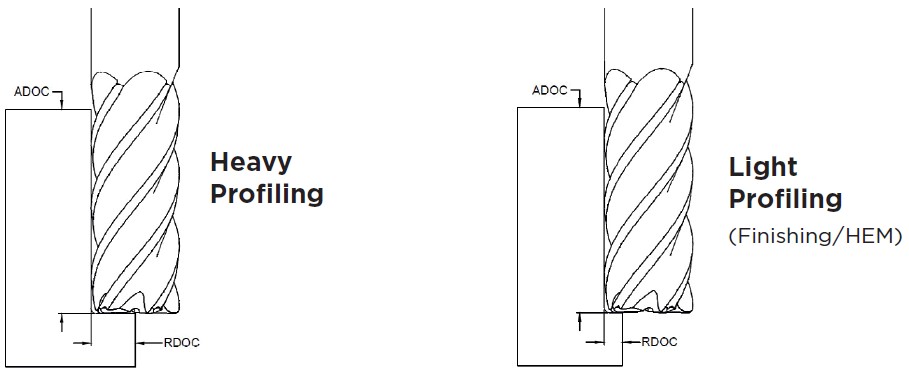
Radial (RDOC) & Axial (ADOC) Depth of Cut
Traditional
| RDOC | ADOC | |
| NXG-2 | 5% to 50%xD | up to 1.00xD |
| NXG-3 | 5% to 50%xD | up to 1.00xD |
| NXG-4 | 5% to 50%xD | up to 1.00xD |
| NXG-5 | 5% to 40%xD | up to 1.50xD |
| NXG-6 | 5% to 30%xD | up to 1.75xD |
| NXG-7 | 5% to 10%xD | up to 2.00xD |
D = Tool Cut Diameter
HEM
| RDOC | ADOC | |
| NXG-2 | NR | NR |
| NXG-3 | 8% to 40%xD | up to 3.00xD |
| NXG-4 | NR | NR |
| NXG-5 | 8% to 30%xD | up to 3.50xD |
| NXG-6 | 8% to 20%xD | up to 3.75xD |
| NXG-7 | 7% to 10%xD | up to 4.00XD |
D = Tool Cut Diameter
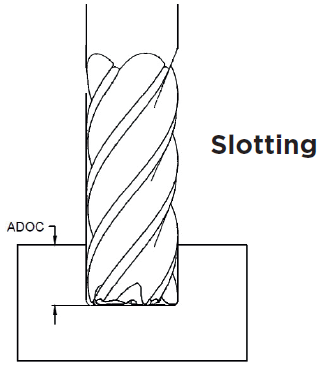
Slot Depth Ranges
NXG-2: up to 2.00xD
NXG-3: up to 2.00xD
NXG-4: up to 1.50xD
NXG-5: up to 0.50xD
NXG-6: up to 0.25xD
NXG-7: Not Recommended
Tips for slotting:
- Follow the chart abo ve.
- Use chip-breaker tools t o
manage chip evacuation. - Ensure good coolant flush,
in direction of the tool’s chip
throw. - Are you less then these
listed ranges? If so, then
there could be room for feed
increase adjustments.
EXPLORE
Need help deciding?
Talk to NEXI, our AI assistant!
Prefer to speak with a team member?
Reach out to our customer service team
